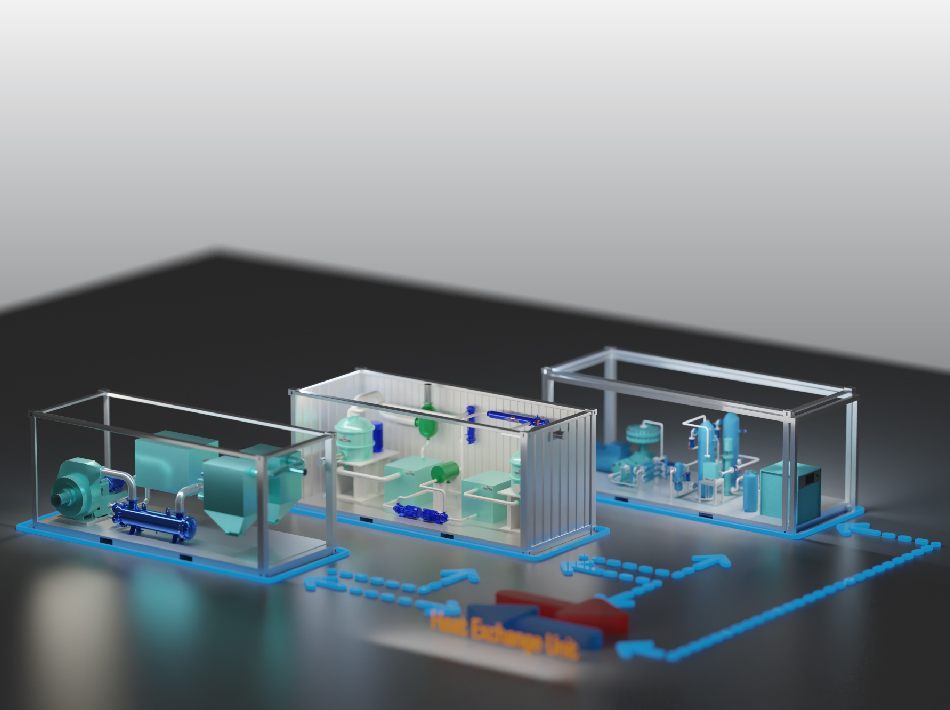
太阳集团tcy8722CCSU以一种太阳集团tcy8722自主研发并取得专利的太阳集团tcy8722-脱碳剂为循环吸收剂,采用高速离心脱碳装置作为吸收和再生装置,进行柴油机尾气中CO2捕集分离和储存的装置及工艺。
系统以帮助船舶满足船级社规范要求,为船东实现最大经济利益为目标。
海洋卫士®甲醇燃料供给系统采用模块化设计,适用于远洋船甲醇燃料低速机,太阳集团tcy8722提供包括甲醇供给模块、换热循环系统及其他辅助系统在内的集成解决方案。
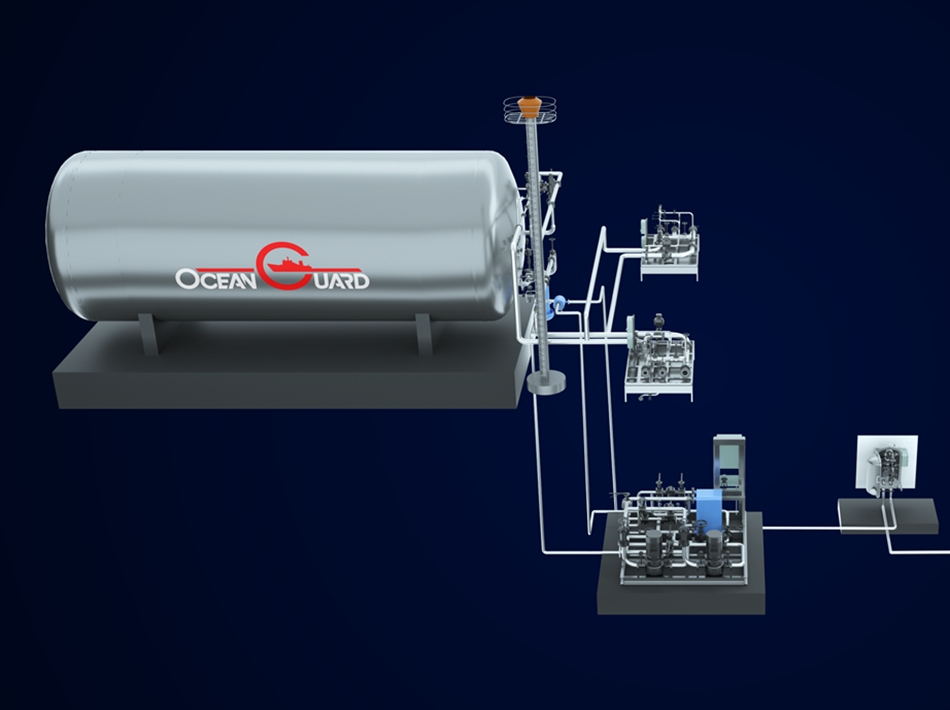
海洋卫士®LNG新燃料供给系统是太阳集团tcy8722科技集团紧随市场需求,经过多年技术积淀的又一核心产品。系统由太阳集团tcy8722科技集团、中国科学院及行业顶级高校共同合作研发。
海洋卫士®压载水处理系统采用自主研发的“电催化高级氧化技术”,具有体积小、无氢气、能耗超低,不受水域盐度、温度、浊度影响。目前已获得DNV-GL, USCG, ABS、BV、CCS、LR、RINA、RS、NK等多个权威机构型式认可以及多个船旗国认证。
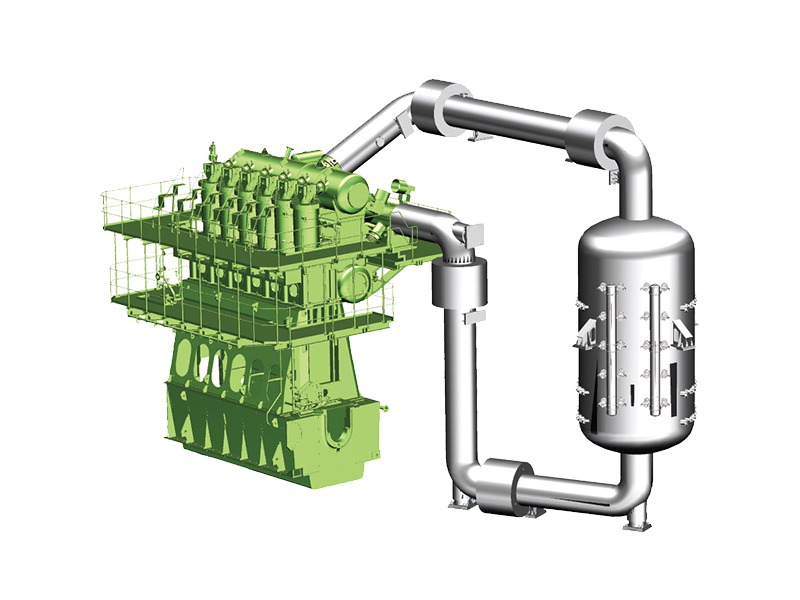
海洋卫士®船舶尾气处理系统由太阳集团tcy8722(中国)官方网站与国内顶级高校、招商局工业集团联合推出。通过“产学研用”四位一体的开发模式,系统整合了行业优质服务与竞争力,可以实现优先安排坞期,快至6个月完成产品交付。
国际海事组织(IMO)规定的第三阶段(Tier III )NOx排放法规将于2016年1月1日起在NOx 排放控制区实施排放控制区之外仍然实行Tier II排放法规。
太阳集团tcy8722船载航行数据记录仪(HMT-100A)经过国际海事组织执行标准 MSC 333(90)要求核准,符合IEC61161-1-2013,IEC 60945 规范。
船用数字设备使用数字地图数据库,兼容整套ECDIS数据产品
生活污水处理装置是一体化防污染污水处理系统,用于处理农村污水、河道、船舶和海洋平台生活污水以及灰水,使排放后的水达到排放标准,可以有效防止乡村、港口、沿海和内河水域的污染。
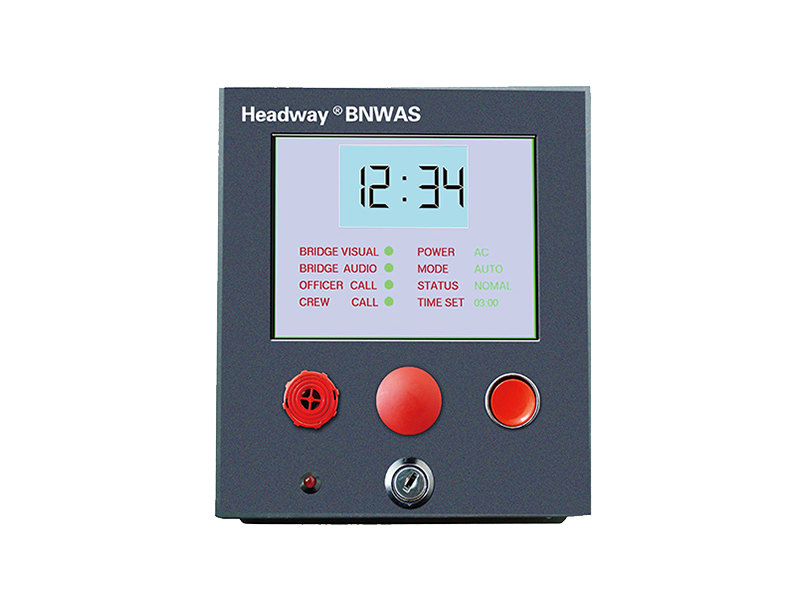
桥楼航行值班报警系统(Bridge Navigational Watch Alarm System )旨在监视桥楼活动并发现由于操作者失去工作能力而可能导致的海上事故。当值班驾驶员(OOW)失去履行其职责的能力时,系统将自动向船长或其他OOW报警。

扫一扫
关注微信公众号
地址:青岛市崂山区科苑经六路32号
传真:(+86)-532-83107816
压载水处理系统询价:
sales@headwaytech.com
船舶尾气脱硫系统询价:
egcs-sales@headwaytech.com
新燃料系统询价:
fgss-sales@headwaytech.com
售后服务咨询:
aftersales@headwaytech.com
©2005~2018 太阳集团tcy8722(中国)官方网站 版权所有 鲁ICP备07007005号-1 鲁公网安备 37021202000528号 技术支持:海诚互联